The production of pharmaceutical water is one of the most important processes in the pharmaceutical industry. Its quality has a direct impact on the purity and efficacy of medicines, which is why precise monitoring of ultrapure water is so important. In this blog post, we take a look at how precision measuring devices and screen recorders from JUMO support the key stages of ultrapure water production, including filtration, distillation and reverse osmosis, among others. Read on to learn more about our pressure transmitters, conductivity sensors, as well as advanced temperature control solutions that guarantee the highest quality pharmaceutical water!
Industrial filtration is the first step towards high-purity water. The water needs to be pre-treated before it is directed to the reverse osmosis plant, to remove impurities such as dirt particles that could clog the osmotic membrane. With a differential pressure transmitter, such as the dTRANS p20 DELTA, you can monitor the increase in differential pressure in the filter unit and thus assess how long you can still use the filter.

The dTRANS p20 DELTA hygienic differential pressure transmitter will prove its worth in water production processes for the pharmaceutical industry
Reverse osmosis is a key element in a pharmaceutical water treatment system. The process is based on balancing the concentration of salts in solutions with different degrees of saturation. A semi-permeable membrane and controlled osmotic pressure are crucial here. Proper monitoring of the conductivity of the purified water in this process is critical to ensure compliance with stringent purity standards. Our hygienic conductivity sensors enable continuous monitoring of dissolved ion content, which directly reflects the level of purity of the water. This is important because even marginal deviations in ion concentration can affect the quality of the pharmaceutical products produced.
Our conductivity sensors, such as the tecLine CR, are precisely calibrated, allowing adequate temperature compensation in accordance with ASTM D1125-95. Allowing the conductivity of water to be kept below the maximum value of 645 μS/cm specified by the USP, it becomes simple and reliable, which is crucial for producing water that meets the highest pharmaceutical standards.

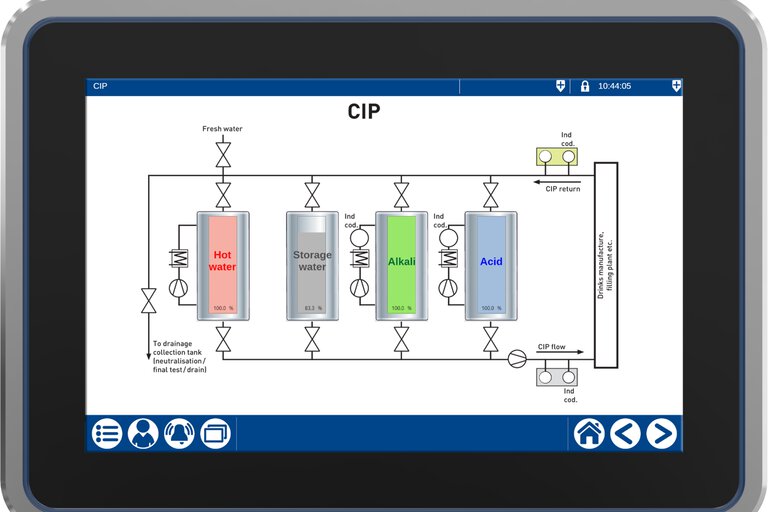
Application of JUMO measuring devices and automation systems in filtration and reverse osmosis plants
Distillation is another important process, especially when it comes to the production of water for injection (WFI). During distillation, water that has previously been purified (e.g. by an ion exchanger) is heated using steam and injected under pressure into an evaporator. During the distillation process, it is crucial to monitor the temperature accurately, as this determines when the liquid boils. Stainless steel (316L) temperature sensors with a surface roughness of up to 0.8 μm, such as our resistance temperature sensor with head and EHEDG certification, will perform well in this role. They are characterised by high response rates and can be equipped with suitable hygienic process connections for high-purity water systems (for example, clamps or welding sleeves).
Equally important in the distillation process is the measurement of pressure, as the two parameters work closely together to determine the efficiency and quality of the distillation. Pressure affects the temperature at which a liquid changes to a gaseous state; by lowering the pressure, liquids can be distilled at lower temperatures, which is particularly important with heat-sensitive substances.Maintaining optimum pressure is essential to ensure that the water reaches the desired purity without unnecessary energy consumption or risk of product degradation.The JUMO dTRANS p20 process pressure transmitter, made of stainless steel, is recommended by us for this application, as it offers a high level of process reliability due to its high accuracy.

Application of JUMO measuring devices and automation systems in the ultrapure water distillation process
According to the requirements of the European Pharmacopoeia, water for injection must be maintained at a minimum of 70°C. Temperature sensors must function reliably, recording even the slightest fluctuations. To this end, we recommend the JUMO DELOS T precision temperature alarm with display with hygienic connection.
Not only must the stability of the temperature be monitored continuously, it must also be accurately documented. The JUMO LOGOSCREEN 700 recorder is particularly well suited to this task. It not only enables reliable recording of process data, but also its archiving in a tamper-proof manner, which is invaluable for audits and quality control. What's more, this on-screen recorder offers many additional functions: online visualisation, monitoring of different types of limit values, remote alarming in the event of failures and simultaneous recording of data from 3 independent process batches.

JUMO DELOS T temperature switches and Logoscreen 700 screen recorder for ultrapure water tanks
Yes, we provide material smoothness certificates for our products offered to the pharmaceutical industry, such as certain pressure transmitters and temperature sensors. As a company specialising in the manufacture of measuring and control equipment, we are fully aware of the importance of high quality and specification of materials, especially in terms of hygiene and cleanliness, which are crucial in industries such as pharmaceuticals and food.
We offer devices made of materials with very smooth surfaces, which are subjected to an electrolytic polishing process. This results in low surface roughness, which is important in ensuring hygiene and minimising the risk of contamination. The Ra roughness values for our devices range from 0.8 to 0.4 µm, which meets the stringent requirements of the pharmaceutical industry.
In addition, on request, we also provide material certificates such as Certificate 3.1. This document confirms that the materials used in our devices meet the highest quality and safety standards. Furthermore, our conductivity probes for the pharmaceutical industry are made from FDA (US Food and Drug Administration) approved materials, which provides additional confirmation of their safety and suitability for applications in this industry.
Stability and control of production processes are essential in the pharmaceutical industry, and ultra-pure water plays a prominent role in this context JUMO products, from pressure transmitters and temperature sensors to conductivity sensors and electronic recorders, ensure that every stage of pharmaceutical water production meets the highest standards. Thanks to our equipment's certifications, such as EHEDG and 3A, you can rest assured that the water in your pharmaceutical plant will always meet the quality requirements of min. Pharmacopoeia. Contact us for more information about our products and solutions tailored to your unique needs.
My name is Ewelina Szmit and I have been working in the field of content marketing for several years, combining my professional skills with my passion for writing. I believe that even the most technical topics can be presented in a way that is interesting and accessible to everyone. Outside of work, I develop my creativity by making newspaper collages. I like to spend my free time most actively, walking my dog or running.

We encourage you to leave your comments via the form below. They will be posted online once they have been approved through our review process.